
Xiamen Better Silicone Rubber Co., Ltd
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Hot: Umbrella Valve, Duckbill Valve, Flapper Valve, Silicone Valve & Rubber One Way Valve
Views: 239 Author: Site Editor Publish Time: 2021-04-13 Origin: Site
Duckbill Valve
Duckbill Valve, also known as One Way Valve, Non-Return Valve, Duckbill Check Valve. Duckbill valves are unique, one-piece, elastomeric components that act as backflow prevention devices or one-way valves or check valves. They have elastomeric lips in the shape of a duckbill which prevent backflow and allow forward flow.
A Duckbill Valve is a check valve, usually manufactured from silicone rubber or synthetic elastomer, and has 2 (or more) flaps, usually shaped like the beak of a duck. It is commonly used in medical applications to prevent contamination due to backflow.
Duckbill Valve Advantage:
Normally open one-way check valves
Prevent backflow leakage when minimal backpressure is applied
![]() Installed easily into hole and sealed by compressing flange
Installed easily into hole and sealed by compressing flange

Duckbill Valve Case Study
Problem: At the present time we received customer’s email that they have a problem with one type of valve: because this valve spills the container liquid (hidroalcoholic gel) face when the temperature becomes high/ heat or when the weather is hot. Customers first idea is that this probably was caused by material, so want us to made in another material which can avoid silicone expansion face to the hot weather. Due to the hidroalcoholic container does not have any lid or plug to avoid the spillings. Widhout pressing the container to get the hidroalcoholic gel, the valve spills liquid when it is heat, this is the problem. Unfortunatelly in summer the weather is extremelly hot in their country.
Analysis: Silicone material’s working temperature is from -40℃ to 230℃, so it is not the material’s problem. When the weather gets hot, the inside pressure increased, meanwhile this duckbill valve’s mouth area is too thin to undertake the pressure which lead to the leakage.
Solution:
1. Improve the plastic part’s design, but it is not cost-effective, because plastic injection mold is expensive, if change the plastic part’s design, will need to modify the mold tool or re-make the plastic injection mold.
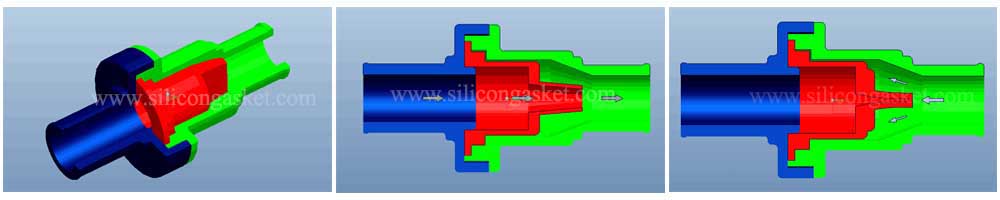
2. Increase the mouth area thickness:
Counteract the internal pressure so that the slit-cutting does not open.
To squeeze by hand on the outside, so that the liquid can flow out. As for the wall thickness, we can make different thickness to verify.






